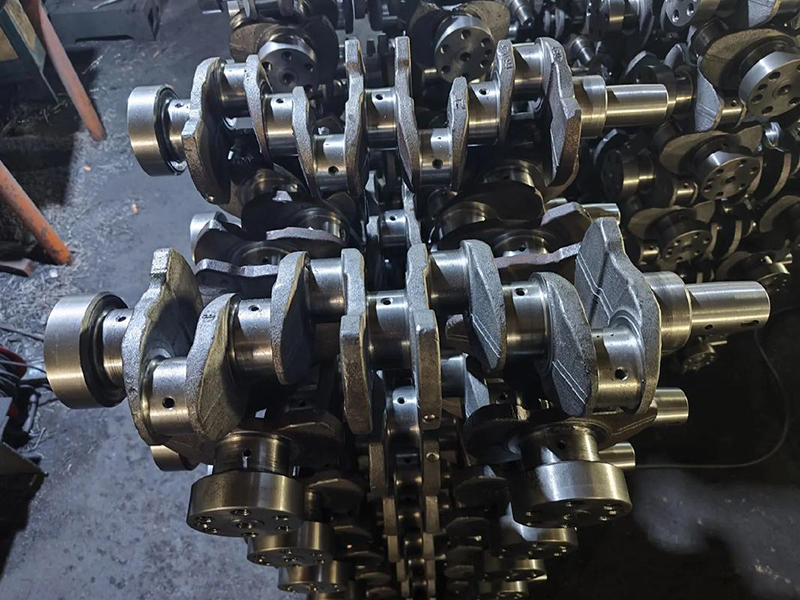
Kurbelwellenbearbeitung



| Produktname: | Kurbelwellenbearbeitung |
| Schlüsselwörter: | Kurbelwelle, Kurbelwellenschmiedeprozess, Kurbelwellendrehen |
| Industrie: | Transport - Automobilindustrie |
| Kunsthandwerk: | Schmieden - Gesenkschmieden |
| Material: | legierter Stahl |
Verarbeitende Hersteller
- Es gibt 41 -Hersteller, die ähnliche Produkte anbieten
- Es gibt 151 -Hersteller, die diese Verarbeitungstechnologie anbieten
- Es gibt 62 -Hersteller, die diesen Materialverarbeitungsservice anbieten
- Es gibt 131 -Hersteller, die Verarbeitungsdienste in dieser Branche anbieten
Produktdetails
Die Bearbeitung einer Motorkurbelwelle erfolgt typischerweise in einer vollständigen Prozesskette: Schmieden → Spanabhebende Bearbeitung → Wärmebehandlung → Endbearbeitung → Prüfung. Jeder Schritt ergänzt die anderen, um Festigkeit, Verschleißfestigkeit und Lebensdauer zu gewährleisten.
1. Schmiedeprozess: Durch Gesenkschmieden oder Freiformschmieden wird der Kurbelwellenrohling geformt, wodurch seine Strukturdichte und mechanischen Eigenschaften verbessert werden.
2. Drehen: Durch Schruppen wird überschüssiges Material entfernt, und Hauptlagerzapfen, Pleuelhals und Stirnflächen werden gedreht, um konstruktionsnahe Abmessungen zu gewährleisten.
3. Fräsen: Bearbeitung der Kurbelwelle und der Ausgleichsgewichte sowie Endbearbeitung komplexer gekrümmter Oberflächen.
4. Wärmebehandlungsprozess: Verfahren wie Vergüten, Hochfrequenzhärten oder Induktionshärten sowie lokales Nitrieren verbessern die Oberflächenhärte und Dauerfestigkeit.
5. Schleifen: Feinschleifen der Hauptlagerzapfen und Pleuelzapfen, um hochpräzise Maß-, Geometrie- und Rauheitsanforderungen zu erfüllen.
6. Polieren/Superfinishen: Polieren oder Walzen dient der Festigkeitssteigerung der Zapfenoberfläche, der Reduzierung der Rauheit und der Verbesserung der Verschleißfestigkeit.
7. Dynamisches Auswuchten
Eine dynamische Auswuchtmaschine prüft und korrigiert Unwuchten, um eine stabile Kurbelwellenrotation zu gewährleisten.
8. Fehlerprüfung
Magnetpulver- oder Ultraschallprüfung dient der Fehlerprüfung zur Beseitigung von inneren Rissen und Defekten.
1. Schmiedeprozess: Durch Gesenkschmieden oder Freiformschmieden wird der Kurbelwellenrohling geformt, wodurch seine Strukturdichte und mechanischen Eigenschaften verbessert werden.
2. Drehen: Durch Schruppen wird überschüssiges Material entfernt, und Hauptlagerzapfen, Pleuelhals und Stirnflächen werden gedreht, um konstruktionsnahe Abmessungen zu gewährleisten.
3. Fräsen: Bearbeitung der Kurbelwelle und der Ausgleichsgewichte sowie Endbearbeitung komplexer gekrümmter Oberflächen.
4. Wärmebehandlungsprozess: Verfahren wie Vergüten, Hochfrequenzhärten oder Induktionshärten sowie lokales Nitrieren verbessern die Oberflächenhärte und Dauerfestigkeit.
5. Schleifen: Feinschleifen der Hauptlagerzapfen und Pleuelzapfen, um hochpräzise Maß-, Geometrie- und Rauheitsanforderungen zu erfüllen.
6. Polieren/Superfinishen: Polieren oder Walzen dient der Festigkeitssteigerung der Zapfenoberfläche, der Reduzierung der Rauheit und der Verbesserung der Verschleißfestigkeit.
7. Dynamisches Auswuchten
Eine dynamische Auswuchtmaschine prüft und korrigiert Unwuchten, um eine stabile Kurbelwellenrotation zu gewährleisten.
8. Fehlerprüfung
Magnetpulver- oder Ultraschallprüfung dient der Fehlerprüfung zur Beseitigung von inneren Rissen und Defekten.
Vorheriger Artikel : Kurbelwellenschmiedeprozess
Ähnliche Produkte
Mehr
Welche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl

Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl

Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl

Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium

Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :

Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl
Weitere Produkte
MehrWelche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl
Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl
Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl
Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium
Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :
Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl