Kurbelwellenschmiedeprozess



| Produktname: | Kurbelwellenschmiedeprozess |
| Schlüsselwörter: | Kurbelwellenschmieden, Kurbelwellenwerkstoffauswahl, Kurbelwellenerwärmung, Kurbelwellenwärmebehandlung |
| Industrie: | Transport - Automobilindustrie |
| Kunsthandwerk: | Schmieden - Gesenkschmieden |
| Material: | legierter Stahl |
Verarbeitende Hersteller
- Es gibt 39 -Hersteller, die ähnliche Produkte anbieten
- Es gibt 184 -Hersteller, die diese Verarbeitungstechnologie anbieten
- Es gibt 93 -Hersteller, die diesen Materialverarbeitungsservice anbieten
- Es gibt 156 -Hersteller, die Verarbeitungsdienste in dieser Branche anbieten
Produktdetails
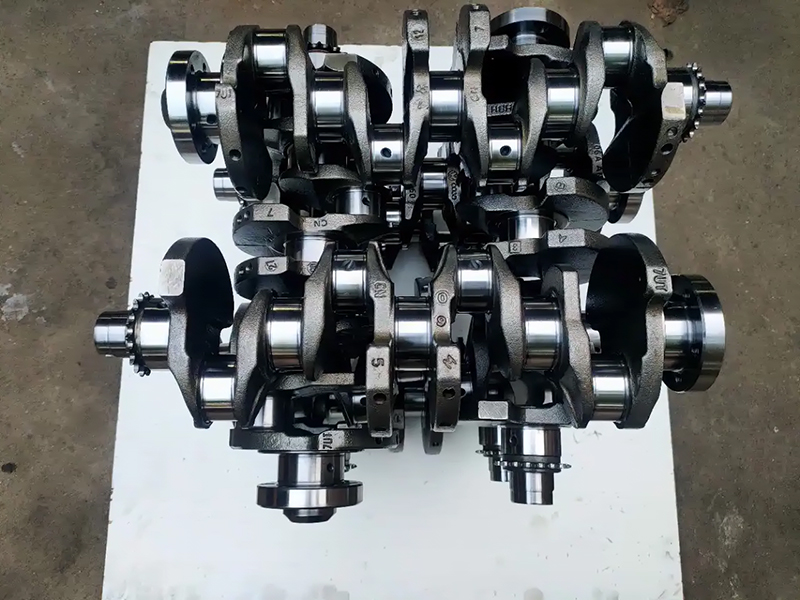
Beim Kurbelwellenschmieden wird ein Metallblock erhitzt und anschließend mit einem Hammer, einer Presse oder anderen Geräten zur Kurbelwelle geschmiedet. Der genaue Prozessablauf ist wie folgt:
1. Materialauswahl: Gängige Kurbelwellenmaterialien sind Gusseisen, legierter Stahl und Feinstahl. Die Materialwahl richtet sich nach Faktoren wie Einsatzzweck, Belastung und Haltbarkeit der Kurbelwelle.
2. Erhitzen: Der ausgewählte Metallblock wird in einen Schmiedeofen gelegt und auf eine geeignete Temperatur, typischerweise über 1200 °C, erhitzt, um das Metall für das Schmieden zu erweichen.
3. Schmieden: Nach dem Erhitzen wird der Metallblock in eine Schmiedemaschine gelegt, wo das Metall durch Druck plastisch verformt und schließlich in die Form der Kurbelwelle gehämmert wird. Das Schmieden umfasst in der Regel mehrere Schritte mit jeweils einem bestimmten Arbeitsaufwand und Schmiedeverformung. Die endgültige Form, die Abmessungen und die mechanischen Eigenschaften müssen den festgelegten Anforderungen entsprechen.
4. Wärmebehandlung: Nach dem Schmieden wird die Kurbelwelle geglüht oder abgeschreckt, um innere Spannungen zu beseitigen und ihre Mikrostruktur sowie mechanischen Eigenschaften zu verbessern. 5. Bearbeitung: Nach der Wärmebehandlung wird die Kurbelwelle geschliffen, gedreht und anderen Bearbeitungsprozessen unterzogen, um ihre Präzision und Oberflächenqualität weiter zu verbessern.
6. Prüfung: Abschließend wird die fertige Kurbelwelle verschiedenen Prüfungen und Tests unterzogen, um sicherzustellen, dass sie den Konstruktionsanforderungen entspricht und hervorragende Leistung und Haltbarkeit aufweist.
Das Schmieden einer Kurbelwelle ist ein komplexer Prozess, der spezielle Fähigkeiten und hochpräzise Ausrüstung erfordert, um die Qualität und Leistung des Endprodukts sicherzustellen.
1. Materialauswahl: Gängige Kurbelwellenmaterialien sind Gusseisen, legierter Stahl und Feinstahl. Die Materialwahl richtet sich nach Faktoren wie Einsatzzweck, Belastung und Haltbarkeit der Kurbelwelle.
2. Erhitzen: Der ausgewählte Metallblock wird in einen Schmiedeofen gelegt und auf eine geeignete Temperatur, typischerweise über 1200 °C, erhitzt, um das Metall für das Schmieden zu erweichen.
3. Schmieden: Nach dem Erhitzen wird der Metallblock in eine Schmiedemaschine gelegt, wo das Metall durch Druck plastisch verformt und schließlich in die Form der Kurbelwelle gehämmert wird. Das Schmieden umfasst in der Regel mehrere Schritte mit jeweils einem bestimmten Arbeitsaufwand und Schmiedeverformung. Die endgültige Form, die Abmessungen und die mechanischen Eigenschaften müssen den festgelegten Anforderungen entsprechen.
4. Wärmebehandlung: Nach dem Schmieden wird die Kurbelwelle geglüht oder abgeschreckt, um innere Spannungen zu beseitigen und ihre Mikrostruktur sowie mechanischen Eigenschaften zu verbessern. 5. Bearbeitung: Nach der Wärmebehandlung wird die Kurbelwelle geschliffen, gedreht und anderen Bearbeitungsprozessen unterzogen, um ihre Präzision und Oberflächenqualität weiter zu verbessern.
6. Prüfung: Abschließend wird die fertige Kurbelwelle verschiedenen Prüfungen und Tests unterzogen, um sicherzustellen, dass sie den Konstruktionsanforderungen entspricht und hervorragende Leistung und Haltbarkeit aufweist.
Das Schmieden einer Kurbelwelle ist ein komplexer Prozess, der spezielle Fähigkeiten und hochpräzise Ausrüstung erfordert, um die Qualität und Leistung des Endprodukts sicherzustellen.
Vorheriger Artikel : Kundenspezifische Schmiederohlinge für Stahlkonstruktionen, Brückenbau
Nächster Artikel : Kurbelwellenbearbeitung
Ähnliche Produkte
Mehr
Welche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl

Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl

Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl

Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium

Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :

Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl
Weitere Produkte
MehrWelche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl
Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl
Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl
Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium
Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :
Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl