Stoßfängerquerträger



| Produktname: | Stoßfängerquerträger |
| Schlüsselwörter: | Stoßfängerquerträger |
| Industrie: | Transport - Automobilindustrie |
| Kunsthandwerk: | Stempeln - Gewöhnliches Stempeln |
| Material: | legierter Stahl |
Verarbeitende Hersteller
- Es gibt 50 -Hersteller, die ähnliche Produkte anbieten
- Es gibt 122 -Hersteller, die diese Verarbeitungstechnologie anbieten
- Es gibt 100 -Hersteller, die diesen Materialverarbeitungsservice anbieten
- Es gibt 199 -Hersteller, die Verarbeitungsdienste in dieser Branche anbieten
Produktdetails
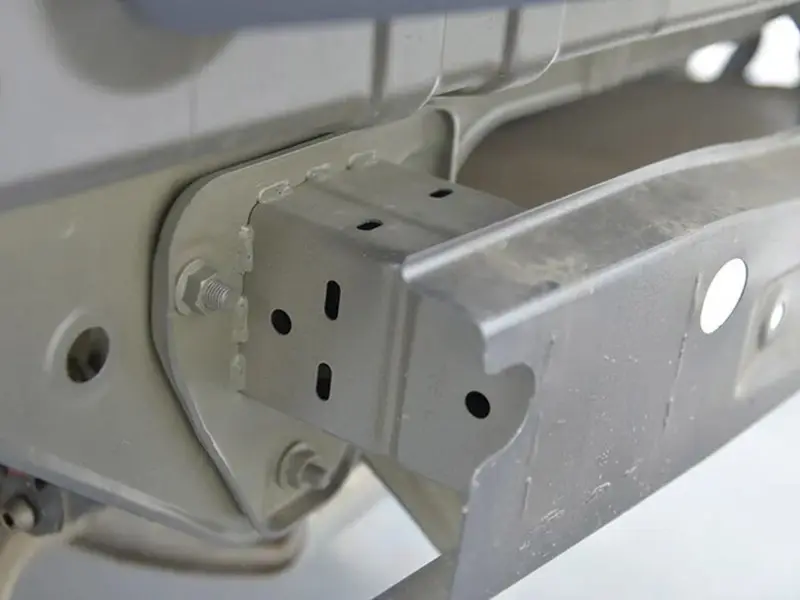
Stoßfängerquerträger sind die zentralen Sicherheitskomponenten innerhalb der vorderen und hinteren Stoßfänger von Autos. Sie dienen dazu, Aufprallenergie zu absorbieren und die Karosseriestruktur sowie die Sicherheit der Insassen zu schützen. Stoßfängerquerträger werden hauptsächlich durch Stanzen, Walzprofilieren oder Extrudieren in Kombination mit Schweiß- oder Nietverfahren hergestellt. Gießverfahren (wie Sandguss oder Druckguss) werden bei der Herstellung von Stoßfängerquerträgern seltener eingesetzt, da Stoßfängerquerträger leicht, hochfest und mit spezifischen geometrischen Formen sein müssen. Stanzen oder Extrudieren sind für diese Anforderungen besser geeignet.
Herstellungsprozess von Stoßfängerquerträgern
Der Herstellungsprozess von Stoßfängerquerträgern umfasst hauptsächlich die folgenden Schritte:
Materialauswahl
- Hochfester Stahl (HSS):
- Gängige Materialien: Borstahl, Dualphasenstahl (DP-Stahl, wie DP600, DP800) oder Advanced High Strength Steel (AHSS).
- Vorteile: Hohe Festigkeit (Zugfestigkeit 600-1500 MPa), moderate Kosten, macht etwa 70% des Marktes aus.
- Anwendung: Wirtschafts- und Mittelklassewagen, wie Volkswagen, Toyota.
- Aluminiumlegierung:
- Gängige Materialien: 6061 oder 7075 Aluminiumlegierung.
- Vorteile: Geringes Gewicht (ca. 30-40% leichter als Stahl), Korrosionsbeständigkeit.
- Anwendung: High-End-Modelle oder Elektrofahrzeuge, wie Tesla, Audi.
- Verbundwerkstoffe (selten):
- Wie kohlenstofffaserverstärkter Kunststoff (CFRP), verwendet für Supersportwagen oder High-End-Tuningfahrzeuge, extrem leicht, aber teuer.
- Dicke: Stahlstoßfängerquerträger sind in der Regel 1,5-3 mm dick, Aluminiumlegierungen 2-4 mm.
Design und Planung
- Funktionsanforderungen:
- Absorption von Aufprallenergie (Low-Speed-Kollision <16 km/h, High-Speed-Kollision >40 km/h).
- In Zusammenarbeit mit Stoßfängergehäuse und Crashbox zur Verteilung der Aufprallkraft.
- Einhaltung von Vorschriften, wie z. B. China C-NCAP, Europa Euro NCAP oder US IIHS-Standards.
- CAD-Design:
- Verwendung von Software (wie CATIA, SolidWorks) zum Entwerfen von 3D-Modellen, Optimierung der Querschnittsform (üblicherweise U-Form, Kastenform oder Wellenform).
- Finite-Elemente-Analyse (FEA) zur Simulation der Aufprallleistung, um Energieabsorption und strukturelle Steifigkeit sicherzustellen.
- Gewichtsreduzierung: Reduzierung des Gewichts durch Optimierung der Materialstärke und Geometrie (Stahlträger ca. 5-10 kg, Aluminiumträger ca. 3-6 kg).
Umformverfahren
- Stanzen (Stamping):
- Prozess: Platzieren einer Stahl- oder Aluminiumplatte in einem Stanzwerkzeug und Umformen zu einer U-förmigen oder kastenförmigen Struktur durch eine hydraulische oder mechanische Presse (Druck 1000-5000 Tonnen).
- Vorteile: Hohe Präzision (±0,1 mm), geeignet für die Massenproduktion.
- Anwendung: Häufigstes Verfahren, macht mehr als 80% der Stoßfängerquerträgerproduktion aus.
- Walzprofilieren (Roll Forming):
- Prozess: Stahl- oder Aluminiumband wird durch kontinuierliche Walzen schrittweise zu einem bestimmten Querschnitt geformt.
- Vorteile: Geeignet für lange, schmale Träger, hohe Materialausnutzung.
- Anwendung: Stoßfängerquerträger für Nutzfahrzeuge oder LKW.
- Extrudieren (Extrusion):
- Prozess: Aluminiumlegierung wird durch eine Strangpresse (2000-5000 Tonnen) zu einem komplexen Querschnitt (z. B. Hohlstruktur) extrudiert.
- Vorteile: Geringes Gewicht, geeignet für komplexe geometrische Formen.
- Anwendung: High-End-Modelle oder Elektrofahrzeuge.
- Warmumformung (Hot Forming):
- Prozess: Borstahl wird auf 900°C erhitzt und dann umgeformt, nach dem Abkühlen wird eine extrem hohe Festigkeit erreicht.
- Vorteile: Hohe Festigkeit, geringes Gewicht.
- Anwendung: Modelle mit hohen Sicherheitsanforderungen, wie Volvo, BMW.
Bearbeitung und Montage
- Schneiden und Trimmen:
- Verwenden von Laserschneiden oder Plasmaschneiden zum Trimmen der Kanten, um die Maßgenauigkeit sicherzustellen.
- Bohren oder Stanzen von Löchern zur Montage von Schrauben oder Crashboxen.
- Schweißen/Verbinden:
- MIG/TIG-Schweißen: Verbinden des Stoßfängerquerträgers mit der Crashbox oder dem Karosserierahmen.
- Nieten oder Schraubverbindungen: Wird für Aluminiumlegierungsträger verwendet, um thermische Verformung zu reduzieren.
- Punktschweißen: Häufig für Stahlträger verwendet, hohe Effizienz.
- Verstärkungselemente: Hinzufügen von Stahlplatten oder Rippen in Bereichen mit hoher Beanspruchung, um die Schlagfestigkeit zu erhöhen.
Oberflächenbehandlung
- Galvanisieren/Feuerverzinken: Stahlstoßfängerquerträger mit einer Zinkschicht (Dicke 10-20 μm) beschichtet, um Korrosion zu verhindern.
- Anodisieren: Oberflächenbehandlung von Aluminiumlegierungsträgern zur Verbesserung der Korrosionsbeständigkeit und des Aussehens.
- Pulverbeschichtung: Einige Stoßfängerquerträger sind mit einer korrosionsbeständigen Beschichtung versehen, die beständig gegen hohe Temperaturen und chemische Einflüsse ist.
Ähnliche Produkte
Mehr
Welche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl

Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl

Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl

Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl

Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium

Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :

Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl
Weitere Produkte
MehrWelche Bearbeitungsverfahren werden für die Herstellung von Gehäusen für Axialventilatoren eingesetzt
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Analyse der Bearbeitungstechnologie von Ankerplatten aus Kohlenstoffstahl
- Kunsthandwerk : Bearbeitung - CNC-Fräsen oder Fräsen
- Material : Kohlenstoffstahl
Komplexe Dreh-Fräs-Bearbeitung und zerstörungsfreie Prüfung von dickwandigen Flanschen
- Kunsthandwerk : Bearbeitung - Drehen und Fräsen
- Material : legierter Stahl
Bohrlochzentralisatoren für Ölbohrplattformen
- Kunsthandwerk : Bearbeitung - Fünf-Achsen-Bearbeitung
- Material : legierter Stahl
Maßgefertigte S355JR-geschweißte H-Träger für Bauprojekte
- Kunsthandwerk : Blech - Schweißen
- Material : Kohlenstoffstahl
Präzisionsbearbeitung von U-Stahlprofilen für Bauanwendungen
- Kunsthandwerk : Stempeln - Gewöhnliches Stempeln
- Material : Aluminium
Brechmantel für Kegelbrecher
- Kunsthandwerk : -
- Material :
Innovative Schältechnologie: Überwindung des Engpasses in der hochdichten Wärmeableitung
- Kunsthandwerk : Oberflächenbehandlung - andere
- Material : legierter Stahl